|
|
DFPS Development |
|
|
|
DFPS Development |
|
| YR2022 | YR2023 | FEB-24 | APR-24 | |
| MAY-24 | JUN-24 | JUL-24 | AUG-24 | |
| SEP-24 | OCT-24 | NOV-24 | JAN-25 |
[23-JAN-25] Last October, we mounted the DFPS-4A on the Otto-Struve 2.1-m telesceop at the McDonald Observatory in West Texas. With it, we took two one-hour spectra of μCygnus on two separate nights. The DFPS-4A's holds its fibers with absolute accuracy and stability better than ±10 μm for indefinite periods while the telescope tracking.

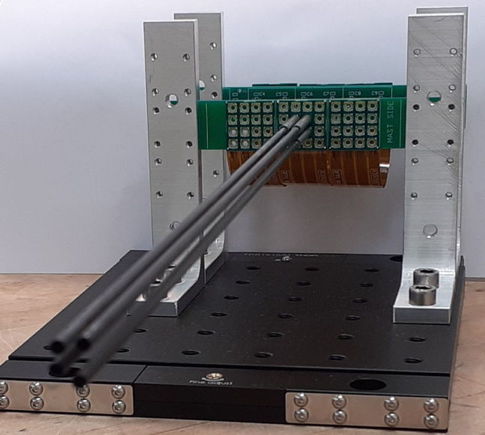
The DFPS-4A instrument is based upon the DFPS-80A we proposed in an earlier application to the NSF. It is equipped with only four positioners, but is built to be expanded to 80 positioners. Each positioner presents two low-NA detector fibers and one high-NA guide fiber. The fiducial plate provides four guide CCDs and four high-NA fiducial fibers. Two fiber view cameras provide tracking of the fiducial and guide fibers.
Calibration of the fiducial plate allows us to relate the guide CCDs to the fiducial fibers. Calibration of the individual positioners allows us to relate the detector fibers to the guide fibers. Tomorrow, FedEx will pick up a crate from our shop, to deliver to the McDonald Observatory in Texas by 10th October. We have the nights of 11-15th October booked for observing on the 2-m Otto-Struve telescope. We have a copy of the instrument, without enclosure walls, at OSI.
The DFPS-4A provides eight FC feedthroughs for optical fiber connection to a spectrograph. Four fibers are 200-μ at NA=0.12, four are 100-μ at NA=0.12. Two of each diameter are present in each of the four DFPS-4A positioners. Four NA=0.37 guide fibers and four NA=0.37 fiducial fibers proceed to a light injector on the wall of the enclosure. Four guide sensors are arranged with the fiducial fibers on the fiducial plate around the tips of the positioner ferrules. Data acquisition takes place through a single RJ-45 ethernet socket. All power comes from a 24-V power jack. Two fiber view cameras, combined with calibration of the fiducial plate and positioner ferrules, provide the location of detector fibers with respect to the guide sensors. The high-voltage power supply is distributed to the fiber controllers, which in turn drive the electrodes of the actuators.
Our repeated spectrum of μCygnus, combined with movements of a detector fiber across the μCygnus image, demonstrated the accuracy and stability of the DFPS-4A positioners. Spectra taken while illuminating our guide fibers continuously at full power show that the contamination of our spectra by our guiding system light is both negligible and predictable. What we failed to do in our October observing session was determine the exact plate scale and rotation of our instrument. That is: we were unable to obtain a repeatable measurement of the orientation and scale of our DFPS-4A plate coordinates with respect to the celestial image produced by the telescope. In collaboration with the Yerkes Observatory, University of Texas, and Texas A&M University, we are hoping to obtain funding from the NSF later this year to build a DFPS-16A with larger guide sensors and mount it either on the 1-m telescope at Yerkes, or return to the 2.1-m telescope at the McDonald Observatory, to attempt our calibration once again.
| Term | Meaning |
|---|---|
| Positioner | The combination of an actuator, mast, and controller that together move the tip of a fiber. |
| Actuator | The piezo-electric cylinder that bends when we apply voltage to its electrodes. |
| Mast | The long tube that acts as a lever arm to turn the bending of the actuator into translation of the fiber tip. |
| Ferrule | A cylinder with a precision center hole that presents one or more polished fiber tips. |
| Controller | The logic, converters, and amplifiers that generate a single actuator's four electrode voltages. |
| Base Board | The printed circuit board that supports all the positioners of a single cell. |
| Service Board | The printed circuit board that holds the fiber controllers for all the positioners of a single cell. |
| Detector Cell | A base board, its fibers, its positioners, its service board, and all its controllers. |
| Detector Fiber | A fiber used to capture and transport the light from a celestial object. |
| Guide Fiber | A fiber used to reveal the location of a detector fiber. |
| Dead Reckoning | Moving a fiber to a desired position and keeping it there with no use of guide fibers. |
| Guide Sensor | An image sensor at the edge of the positioner array that records the position of guide stars. |
| Fiducial Fiber | A fiber used to locate the positioner array with respect to celestial guide sensors. |
| Fiducial Plate | The metal frame that holds the guide sensors and fiducial fibers. |
| Fiber View Camera | A camera looking down on the fiber tips. |
| Front End | The multi-object detector: fibers, positioners, and the fiber view camera. |
| Back End | The spectrometer itself: we plug the fibers into it and it records spectra. |
| Global Coordinates | A coordinate system defined by three balls on the base plate. |
| Frame Coordinates | A coordinate system defined by the front, lower-left corner of the fiducial plate. |
| Local Coordinates | A coordinate system offset from the frame coordinate origin, at the nominal center of mast positions. |
| Mast Position | The position of the mast's guide fiber tip in local coordinates. |
| Detector Position | The position of one of a mast's detector fibers in local coordinates. |
[01-AUG-24] Find below a library of links to circuits, data sheets, drawings, and suppliers for the DFPS-4A.
Drawings: Archive of solid models, views, and drawings.Our tube actuator is a custom part made by Physik Instrumente, part number 000083725. The manufacturer describes it as "tube c255 o3,6 i2,8 L40 sCuNi". It's outer diameter is 3.6 mm, inner diameter 2.8 mm, length 40 mm. The links below are to derivations we use in our design.
Numerical Aperture: Numerical aperture as a function of fiber core and cladding index.For 2022 logbook see the DFPS Development Archive.
For 2023 logbook see the DFPS Development Archive.
[14-FEB-24] We are planning construction of two DFPS-4A. One to install on TAMU's 1-m telescope, another to keep here for testing. We have 7 fresh actuators. We recover 3 from SS positioners. We recover 1 CF mast from a positioner, now we have 2 CF masts. There are 16 more on our TS2. We can either dismantle TS2 or buy 10 more for $945 on 3-week turn.
[22-FEB-24] We are agreed with TAMU to proceed as follows. Construct two DFPS-4A by mid-June. Set up simulated stars on focal plane. Test and calibrate by mid-August. Ship to TAMU for commissioning. Operational on 1-m or 2-m telescope by mid-September. Take data by mid-October. Assuming success, submit application for further development mid-November. The DFPS-4A will be equipped with four ICX424 guide sensors mounted on a new version of the A2076 and out by four A2075B camera heads. Four guide fibers and eight fiducial fibers will be illuminated by a single A2080B injector. An A3029F command transmitter will communicate with the array of four actuators and provide ±15V for conversion to ±250V. Two short-range BCAMs will view the guide and fiducial fibers. We will use all eight root sockets on an A2071E driver. The four detector fibers will be routed to the enclosure wall, to FC feedthroughs. We will have 100-Base-T ethernet and 24VDC for communication and power.
The mechanical enclosure will mount with a flange onto either the 1-m or 2-m TAMU telescopes, for which the flange is the same. We will place the fibers and guide sensors in a plane 400 mm from the mounting surface of the flange. Both telescopes have enough adjustment to their focal plane location to permit exact focus at 400 mm. For guide and fiducial fibers we propose NA=0.39 200-μm silica fiber with 225-μm plastic cladding, Thorlabs FT200UMT. For the detector fibers we propose NA=0.12 100-μm silica with 125-μm cladding Optran UV. We combine these two into a 1.25-mm diameter zirconia ferrule with a 440-μm bore. We glue, break off, and polish. For a larger detector fiber, we can use NA=0.22, 220-μm cladding Polymicro. But this won't fit in the 440-μm bore with our 225-μm OD NA=0.39 fiber. We need a narrower diameter high-NA fiber.
[26-APR-24] We are building two DFPS-4A. These will be DFPS-80 populated with only four actuators. Each mast will hold three fibers: one 100-μm NA=0.12 detector, one 200-μm NA=0.12 detector, and one 100-μm NA=0.37 guide fiber.
[29-APR-24] We submit a new Base and Service Board (A304301B) for fabrication. Actuators now mount on a single PCB, sitting in counter-bores with pads right up to the edge of the bore, see A304301B_Fab. We are working on the fiducial plate printed circuit board, which will hold four guide sensors and four fiducial fibers, see here. We inserting three fibers into a single 1.25-mm diameter zirconia ferrule. They are 200-μm NA=0.12 and 100-μm NA=0.12 detector fibers, plus 100-μm NA=0.37 guide fiber. We are able to polish these by holding the flangless ferrule in a puck. Accoring to our calculations, our 300-mm long, 2.7 mm OD, 2.1 mm ID CF masts will sag by 140 μm with a 160 mg load at the end, when horizontal. That's roughly 1 mm/g sag. Under its own weight, the mast sags by 140 μm also. The 160 mg is the mass of a 1.25-mm ferrule with flange. Our new 10-mm long, 440-μm bore ferrules are only 75 mg. A bare stainless steel 2.5-mm ferrule is 300 mg. Heat shrink that fits well on our 1.25-mm ferrule is 2 mg/mm. Our 200-μm fiber is 11 mg for 100 mm.
[03-MAY-24] We have three more PCBs ready for fabrication, or in fabrication. The Cell Support PCB (A304403A), see here, holds three cells by fastening to their base boards with four soldered pins. The Backplane PCB (A304401B)see here, provides the same functionality as the previous DFPS-TS2 backplane, but with mounting holes to match those of the cell support. The Fiducial Plate PCB (A304402A)see here, provides four ICX424AL guide sensors and four guide fibers arranged around the 60 mm cross made by the tips of five cells of masts.
The fiducial plate PCB fastens to the fiducial plate frame with eight screws. This frame allows us to rotate the fiducial and guide components about their axis of symmetry. We will glue a 126-mm square rasnik mask to an identical frame. We can project with parallel light a faithful image of the rasnik mask onto our four guide CCDs. We rotate the rasnik mask in 90-degree steps and so we obtain the locations in the rasnik mask that are coincident with the top-left corners of the images sensors in all four rotations. This allows us to determine the point in the rasnik mask that is at the center of rotation. We move the frame in the direction parallel to its base and so obtain the orientation of the rasnik mask with respect to the base. Now we can measure the locations of all the guide sensors, and the orientation of their rows, with respect to the center of the plate. With our CMM, we measure the width and height of the plate, and the location of the fiducial fibers. We now have the fiducial fibers with respect to the guide sensors.
[15-MAY-24] We are concerned that our fibers might be crooked in our ferrules, since the bore is now so much larger than the ferrules themselves. We have a 245-μm jacket fiber and a 125-μm jacket fiber in the same ferrule. We investigate. Nathan reports. "To observe the performance of a ferrule with two fibers glued into it we place the ferrule in a holder 114 mm away from a screen onto which we wish to project light from each fiber. The other end of each fiber goes to a contact injector which acts as our light source. Turning the contact injector on to its highest setting and placing a cardboard box over the entire apparatus allows us to observe the cone of light from each fiber projected onto the screen. We mark the bottom of the circle of light on the screen. We then take the fiber out of its holder, rotate it slightly, and place it back in the holder flush with the front of it. We shine light through the fiber and again mark the bottom of the circle projected onto the screen. We notice no movement of the circle after rotating about 10 times and the bottom of the circle was marked in the same place. Since we are limited by human eyesight we estimate that we are measuring the position of the circle of light to within about a millimeter. We can take the arctangent of this precision (1 mm) divided by the distance to the screen (114 mm) to give us the possible range of angles the fiber could be at with respect to the ferrule. Since the circle of light did not move by more than a millimeter, the fiber must be straight with respect to the ferrule to within half of a degree."
Given that the cone of light accepted by our detector fibers is ±6.9 degrees (NA=0.12), we deem ±0.5° to be an acceptable misalignment.
[30-MAY-24] We have all components arranged inside the enclosure, solid model is DFPS-4A-240530.zip.
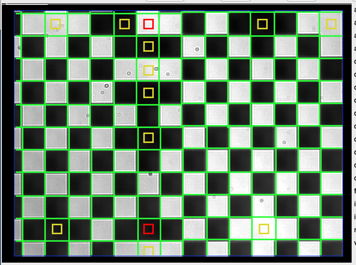
[31-MAY-24] We set up a 20-cm diameter LED bulb ten meters from our calibration frame and fiducial plate. The calibration frame consists of a 100-mm square rasnik mask glued to one of extra fiducial plate frames, DFPS-4A-FPFRAME-V1. Our rasnik analysis fails on these images, as we explain here.

The rasnik images, which look like this are both sharp and irregular, in that the white squares are smaller than the black squares. The Fourier transform we use to estiamte the square size picks up the second harmonic of the square pattern rather than the fundamental. But if we set analysis_enable = 31 in the Rasnik Instrument, analysis succeeds. We have added Rasnik_contact.gif to our library of example images in LWDAQ 10.6.11 and push to GitHub.
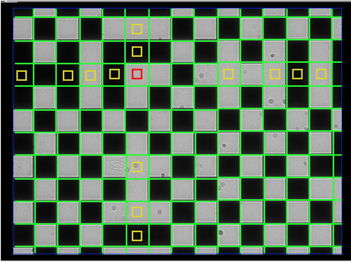
We place the mask in front of one of the guide sensors repeatedly and measure the point in the rasnik mask that is projected onto the top-left corner of our contact print image. We obtain resolution 2 μm rms in both x and y. By rotating the rasnik mask, we plan to obtain the rasnik coordinates in the coordinates of the frame, and so create an instrument that will measure the position and orientation of our guide sensors in the fiducial plates.
[11-JUN-24] We are loading three fibers into each of our positioners. Each "detector harness" consists of a Small Detector, Optran UV 105/125/250 NA=0.12, Large Detector, Optran UV 200/220/245 NA=0.12, and Guide, Optran WFGe 100/110/125 NA=0.37.
We measured one guide sensor with CMM, used the ICX424 data sheet to deduce the image sensor corner and orientation. We measured the fiducial fiber position with the CMM. We constructed a Guide Sensor Calibration Test fixture, which consists of two microscope objectives, an xyz micrometer stage, and a 100-μm NA=0.37 illuminated fiber as an object. We focused a spot onto the guide sensor. We obtained its position in image coordinates. We used our calibration of the sensor and fiducial fiber to calculate how far we should move the spot so it will land on the fiducial fiber. We then move the spot onto the fiducial fiber and compare our prediction with observation. The two agree to within 30 μm rms.
[12-JUN-24] Our DFPS-4A enclosure must be light enough to carry up the stairs to the MacDonald observatory's two-meter telescope. See photograph for stair railings and height. Drawings of the base plate DFPS-4A-BASE-IN shows the plate is 900 mm long and 350 mm wide. It is 1/2" thick. The side walls are 204 mm high and 3/8" thick. The end walls are also 3/8" thick. They are all made of aluminum. Adding them together, and the flange, we get 30 kg for the enclosure. Add around 10 kg for the internal components and we have 40 kg to carry up the stairs to the observatory. The DFPS-4A will be equipped with two handles along each of the two side walls. The circular flange will attach afterwards, when we get to the top of the stairs, using counter-sunk screws that thread into the front wall.

[22-JUN-24] Calibration of the fiducial plate proceeds as follows. The y-axis is perpendicular to the base. We place the calibration frame in front of the fiducial plate. The glass of the rasnik mask on the calibration frame touches the glass of the guide sensors on the fiducial plate. Looking through the mask to the guide sensors, we define left, right, up, and down. The fiducial plate has its own frame coordinates. Their origin is at the front-left, bottom corner. The x-axis is to the right along the front, bottom edge of the frame. The y-axis is vertical. We press the left edge of the fiducial plate and the rasnik frame up against a straight edge. The rasnik mask on the calibration frame has its own rasnik coordinates. Their origin is near the bottom-left corner of the calibarion frame in our view from behind the mask. Its x-axis is close to horizontal pointing right. Its y-axis is close to vertical pointing up. Our first step is to obtain the origin and rotation of the rasnik coordinates in frame coordinates.
We obtain contact prints of the rasnik mask from all four guide sensors. We obtain the coordinates of the point in the rasnik mask that is projected onto the top-left corner of our images. Each image sensor has its own image coordinates. These are left-handed when viewed in the image, but right-handed when observed on the image sensor, see ICX424AL Image Geometry. The sketch below shows the default coordinate systems of the four image sensors in the frame. The default coordinate system is the one that places the origin on the top-left of the image when displayed, with y going down and x going right. The drawing shows the rasnik mask coordinates as well. The angles are all with respect to the frame coordinates.
We translate the calibration frame with gauge blocks and take more contact prints of the rasnik mask. Each pair of contact prints, before and after translation, provides us with a measurement of the rotation of rasnik coordinates with respect to the frame coordinates. We remove the gauge blocks and rotate the calibration frame by ninety degrees. We press it up against the straight edge. We take another set of contact prints. We rotate to 180° and 270°, obtaining more prints. We have measured the calibration frame with our CMM and know it to be 130.00 mm wide and high. Two prints from one guide sensor in two orientations are sufficient to tell us the location of the rasnik coordinate origin in frame coordinates. We have four guide sensors and four orientations. Thus we obtain a robust measurement of the calibration frame.
Now we can use our 0° orientation contact prints to deduce the location and orientation of each image coordinate origin in rasnik coordinates. We transform these into frame coordinates, and we have all the angles and origin locations presented in the sketch above. We measure the frame z-coordinate of the image sensor windows by touching them with our CMM. To calibrate the fiducial fibers, we measure the location of their ferrules directly with our CMM. The fiducial fibers have a 125-μm cladding, and will be housed in a 2.5-mm diameter steel ferrule with 144-μm bore. The center of the fiber will be within a few microns of the center of the ferrule, thanks to the surface tension of the glue we use to fasten the fiber into the ferrule.
To check our calibration of the fiducial plate, we must project a spot of light onto one of the guide sensors, then move this spot to one of the fiducial sensors, and compare the actual translation in frame coordinates to the translation predicted by our calibration. Guide Sensor Calibration Test fixture provides the spot and the means to translate the spot. We measure the translation of the spot by measuring the translation of the microscope objective that produces the spot.

With a similar fixture, we already demonstrated 30 μm calibration accuracy, and in that case the sensors were calibrated using only their packages measured with the CMM. We will put the new test fixture to work next week.
[27-JUN-24] We have two types of fiber harness in the DFPS-4A. One is the three-fiber detector harness, the other is the single-fiber fiducial harness.
[12-JUL-24] We have two calculations we are applying to obtain the rasnik coordinates of the center of the calibration frame. We have a Fiducial Plate Calibrator program, FCP.tcl, that we are using to capture and analyze rasnik images from all four guide sensors on a fiducial plate as we measure the calibration frame. Our 180° calculation uses opposite orientations to make a diameter of a circle and obtains the midpoint of this diameter. Our 90° calculation uses three orientations at once to make two connected cords on a circle and obtain the intersection of their perpendicular biscectors.

We test our calculations by comparing them to one another and by simulating changes in the shape of the frame with the help of gauge blocks. When we insert a 5-mm gauge block between Side 1 and our stop, but do not insert at any other time, the y-coordinate of the center should shift by 2.5 mm. When we insert a 10-mm gauge block between all four sides and our stop, we should see no shift. Our two calculations agree to within 1 μm. The shifts we observe are correct to within 12 μm.
[13-JUL-24] We have four recycled positioners mounted on a service board. We soldered them by hand while aligning them by hand. We used our modified solder bit for the final joint on the fourth actuator. The four masts are parallel to within a couple of millimeters, but together they angle up and sideways.
We load one 12-way connector onto the A3043B service board. We conect the service board to our A3044BP-B backplane. We connect our new A3044PS to bring ±250V to the backplane. We connect our A3029F controller, with modified pinout, to the backplane. We power up the Fiber_Positioner tool. We measure approximately with calipers a 4.2-mm diagonal movement at the mast tip.
[15-JUL-24] We break all four recycled positioners off their base board. The pads rip off the board, leaving the actuators intact. We dismount the base board and load the four actuators onto another base board. We break the final pad off. Load onto another base board. We are using a level to get the first mast vertical, while holding the base board horizontal on our bench. We get the four masts aligned to within ±0.5 mm of a perpendicular square. We load a controller connector for one of the other actuators. We have a four-position template made of a service board with the fiber holes opened out. We use this and a clamp to hold the masts and we apply JB Weld glue to the bases of the actuators.
[16-JUL-24] One of the four actuators is cracked. We remove it, leaving three actuators. We power up controller. We see 4.5-mm diagonal movement. We measure ±250 V on all four amplifier outputs SB, NB, EB, and WB. We see ±200 V on S, N, E, and W after 10 MΩ resistor when loaded with our 100-MΩ probe. We measure the resistance between the actuator electrodes and see 40-80 MΩ. We take out a recycled actuator with no mast and get >200 MΩ. We check our broken actuator and get 80 MΩ. We wash the broken actuator and get 10-180 MΩ. We clean up the solder joints at the base. We now have >200 MΩ between all electrodes.
[22-JUL-24] Several breakages and repairs later, we have two recycled masts mounted with solder only, three recycled masts mounted with solder and glue. The service board is damaged. Working around the damage, we load three controllers. With our 100-MΩ probe, we see ±250 V on two solder-only actuators. One of these moves with 4.5-mm diagonal. The other moves hardly at all. One of the electrodes on the soldered and glued mast hops down and hops up, but returns to zero.
We have the DFPS-4A enclosure side walls and bases. We mount electronics on the walls. The LWDAQ Driver must be moved up so we can fit the Ethernet cable into its socket. The holes for the Command Transmitter are wrong, we need three new holes. We note that both these circuits have indicator lights that will produce background light for the fibers and guide sensors. We must either remove or mask them. The injectors produce lots of stray light as well. the ±250-V power supply consumes 105 mA from our ±15-V LWDAQ power supply, which is 3 W. The LWDAQ Driver itself will dissipate another 5 W. The remaining circuits consume negligible power, so we have roughly 8 W in the box.
[24-JUL-24] We compile an updated list of our optical fibers with part numbers. We are using H and M for our detector fibers, and L for our guide and fiducial fibers.
| Code | Part Number | Core (μm) | Cladding μm | Jacket (μm) | Numerical Aperture |
|---|---|---|---|---|---|
| A | Polymicro 1068000058 | 100 | 110 | 124 | 0.22 |
| B | Polymicro 1068000098 | 100 | 110 | 124 | 0.22 |
| C | Polymicro 1068000060 | 200 | 220 | 239 | 0.22 |
| D | PFP MMBF 62.5 | 62.5 | 125 | 250 | 0.22 |
| E | Optran WF 100/125/250 NA=0.13 | 100 | 125 | 250 | 0.13 |
| F | Optran WF 105/125/250 NA=0.15 | 105 | 125 | 250 | 0.15 |
| G | Optran WF 89/125/250 OCT | 89 | 125 | 250 | 0.22 |
| H | Optran UV 105/125/250 NA=0.12 | 105 | 125 | 250 | 0.12 |
| I | S705T-02F-62N3 | 62.5 | 125 | 900 | 0.275 |
| L | Optran WFGe 100/110/125 NA=0.37 | 100 | 110 | 125 | 0.37 |
| M | Optran UV 200/220/245 NA=0.12 | 200 | 220 | 250 | 0.12 |
[25-JUL-24] Yesterday we loaded four actuators onto an A3043B Base and Service board, along with four controller connectors. We wash and dry, but we still saw attenuition of our ±250-V signals through the controller 10-MΩ series resistors. Today, we try again and see full voltage on two actuators, with movement, but the two recycled actuators have cracked at the base, perhaps because we knocked them, or perhaps because we mounted them on the end that was previously glued to a mast, and this end was cracked when we removed the mast.
Load two new actuators. Once we fix all the joints on our controller connectors, clean and dry the service board, we apply ±250 V perimeter travel program to each actuator in turn. All four actuators move around the perimeter of a square. With a graduated magnifier we do our best to measure the side of these squares. All four appear to be 300-μm squares, or ±150 μm range, or 150 μm / 40 mm × 2 = 7.5 mrad bending at the top. With 300-mm mast we would see (300 mm × 7.5 mrad) + 0.15 mm = ±2.4 mm range of motion.
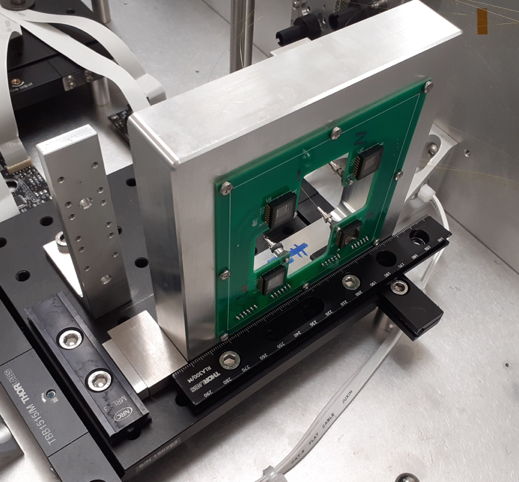
[26-JUL-24] Our DFPS-4A enclosure is under construction, see Enclosure_Walls. We assemble our test bed DFPS-4A on our second base board. For positioners we load a base board with five masts, only one of which moves properly, and this one we have loaded with a full detector harness: 100-μm detector fiber, 200-μm detector fiber, and 100-μm guide fiber. The guide's injector end is broken off in the ferrule and cannot be polished. Loss is close to 90%. We have three fiducial fibers loaded. One broke during assembly. We break off the bad ferrule on the guide sensor as well. We load two 140-μm bore SS ferrules onto both broken fibers. We want to see if we can repair them without disassembling the positioner or fiducial plate.
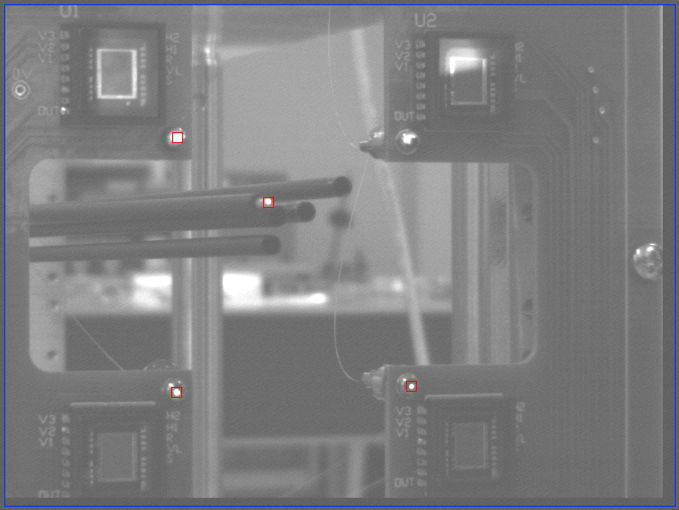
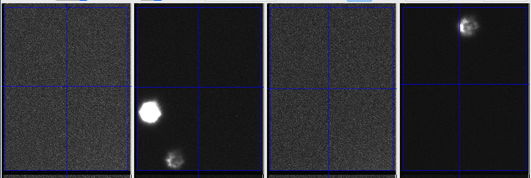
We use the right-side Fiber View Cameras (FVC) to obtain the image above. We see three fiducial fibers on the left and bottom. Even with the flash-time set to zero, and injector power at level 1, the fiducial fibers saturate the FVC image sensor. With flash-time set to zero, we still get 4 μs flash. We illuminate the 200-μm detector fiber and find we can measure its position it for flash ≥0.2 ms. We can measure the 100-μm detector fiber for ≥0.4 ms.
In our left-side FVC, we see similar minimum flash times and saturation, but our spots are smaller. The focus of our righ-side camera may be poor. The vertial separation of the fiducial fibers is 30 mm, which allows us to obtain the approximate magnification of our right-camera image when viewing the positioner. From this, we deduce that the mast tip is moving in a square with sides 3.15, 3.27, 3.19, and 3.14 mm. The diagonal is 4.5 mm. Precision measuring the fiducials, even though they are saturating, is 0.1 μm rms on the CCD, or 3 μm at the fiber tip.
[29-JUL-24] We have nine working DFPS Controller (A3045A) circuits, and four DFPS Backplane (A3044BP-B). We apply epoxy to connectors to avoid bending and pad tearing, which we have discovered on several controllers in the past few days. We create DFPS Calibrator tool for the Fiber View Cameras. We rename the Fiber Controller tool the DFPS Manager tool. Fibers in full production, polishing perfect.
[01-AUG-24] Our DFPS Calibrator tool is converging when fitting two FVC cameras with three fiducials. We have the global coordinates of the base plate defined with three half-inch balls. Our first two cameras are Y71066 and Y71080. These are modified D-BCAMs. We have removed the rear image sensor and all laser diodes. Laser holes are covered with aluminum tape inside the enclosure. Laser driver mounting holes are filled with M2.5 screws. The front image sensor is mounted in the close position. The lens is a 6-mm diameter, plano-convex lens, focal length 18 mm, Edmund Optics 32-473. We glue this into BCAM lens holder, but on the opposite side of the aperture than usual, with the flat face against the wide side of the aperture. As a result, the curved side faces the image sensor, which is will exaggerate spherical aberration. By this means, we are able to bring the lens close enough to the image sensor to obtain the wide field of view that we need, combined with sharp focus throughout our depth of field. We measure the distance from the font face of the BCAM to the narrow side of the aperture: Y71066 4.48 mm, Y71080 4.66 mm. The distance from the front face to the cone ball is 5.69 mm according to drawing of black_d_base. The distance from the front face to the image sensor surface is 26.6 mm, but we must account for the 0.75 mm glass of refractive index 1.5, so the effective distance is 26.1 mm. The flat side of the lens is 1 mm from the narrow side of the aperture, the center of the lens is 1 mm from the flat side. For Y71066 the lens center is 19.6 mm from the image sensor, and for Y71080 it is 19.4 mm. Assuming focal length 18 mm, we expect sharp focus at ranges 220 mm and 250 mm respectively. Our intention was to focus sharply at 310 mm.
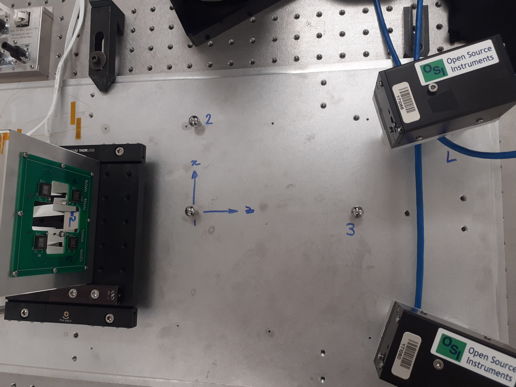
We have all four of our fiducial fibers working. We use our DFPS Calibrator tool to read two FVC images of our four fiducial sources and a text file containing the CMM measurements of the fiber tips as well as the positions of the FVC mounting balls in the DFPF global coordinate system. This global coordinate system is defined by three half-inch balls glued to socket head screws in the base plate, with the z-direction pointing towards the telescope, y perpendicular to the base plate, and x to the left completing a right-handed system. We project the measured positions of the sources onto the image sensors of our modeled cameras. We draw these modeled images on our FVC images with blue crosses, so we can see how far they are from the actual light spots. We minimize the disagreement with our simplex fitter, adjusting only the axis.y, axis.y, pivot-ccd, and rotation parameters at first, then allowing all parameter to be fitted. A table of our fitted calibration constants for both experiments is FVC_Fitting_1. We have 4 × 3 = 12 constraints from the positions of the four fiducial fibers. For each camera we have 4 and 7 parameters to fit, so the fit is over-constrained. The rms error in the fit is roughly 1.3 μm fitting 4 parameters and 1.6 μm fitting 7 parameters, measured on the image sensor. At the sources we have 310 / 19 × 1.3 μm = 21 μm at the sources themselves.
[02-AUG-24] Our FVC images are saturated, so the spots are circles with uniform intensity in the middle. These are not optimal for location of the centroid. We re-program our injector so as to drop its minimum output power by a factor of one hundred, in the hope that this will reduce the saturation in our images. Saturation does decrease, but is not yet eliminated. Our calibration error is 1.2 μm rms.
[05-AUG-24] Our DFPS Calibrator checks its calibration by projecting spot positions through the FVC pivot points in mount coordinates to form a bearing line, transforms the bearing line into DFPS global coordinates, and takes the mid-point of the shortest line between the two bearings as the measurement of the source position. With 1.1 um rms fitting accuracy on the image sensor, we see 20 um rms error in xyz source position. The fiducial fibers are nominally 125 μm in diameter with their buffer, set in a 144 μm bore. They will be centered with respect to the ferrule to within ±10 μm.
[06-AUG-24] The DFPS Manager configures the BCAM instrument and captures images from the left and right FVCs. It uses camera calibration constants provided by the DFPS Calibrator and mount measurements from our CMM to measure the position of light sources in the FVC field of view. It projects the center of an image through its camera pivot point to form a line upon which the source should lie. It takes the two lines for both cameras and finds the shortest bridge between them. It uses the mid-point of this bridge as the measurement of source position. The Manager will measure the position of any number of sources and print them x, y, z to its text window. The standard deviation of source position is 2 μm in x an y and 4 μm in z.
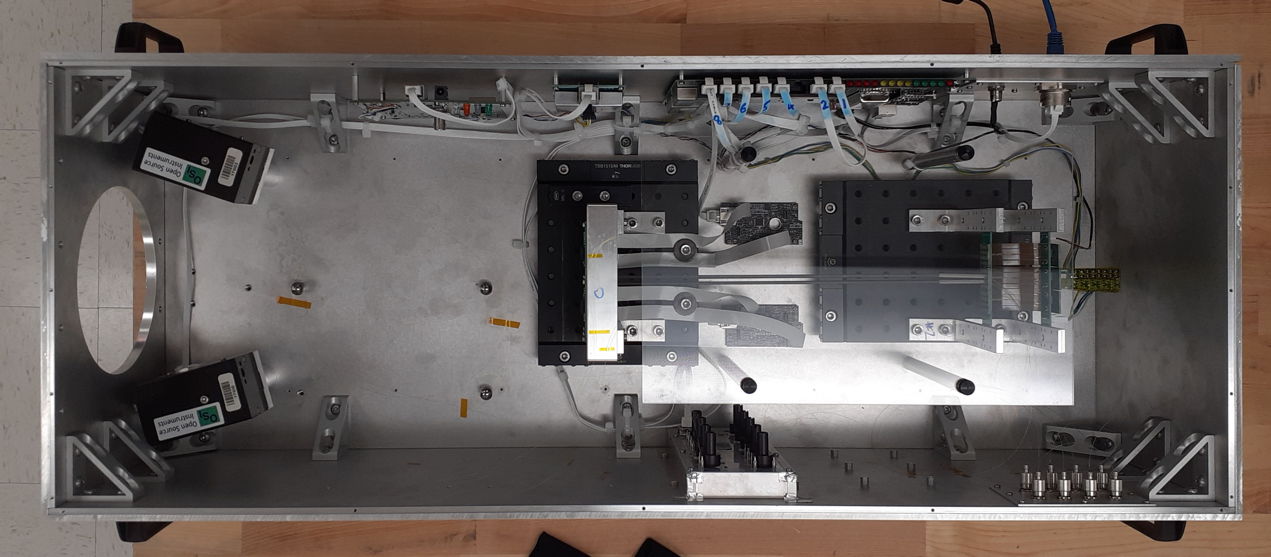
[13-AUG-24] We have loaded all electronics and one detector fiber harness into our DFPS-4A enclosures, see DFPS-4A_Above. We have been comparing the FVC and CMM measurement of fiber position, using the center of the front face of each fiber ferrule as our CMM measurement of the fiber.
[18-AUG-24] We have four positioners assembled on a stage. All that is missing are the detector fiber harnesses. The actuators are epoxied (JBWeld) at the base. The 12-way nano connectors on the controllers and the service board are epoxied in place. The 10-way recepticles on the backplane are epoxied. The carbon fiber masts extend 5 mm into the actuators and are epoxied in place. By gluing the actuators, we prevent them from cracking at corners of the solder joints. By gluing the connectors we prevent surface mount pads from ripping off, or the receptical housings distorting. We energize the actuators and have them move around their perimeter. Three move smoothly, one moves with a hesitation along one side, but arrives at the same location within a second. The diagonal of the motion, so far as we can measure it with a ruler and a loupe, is 5.0 mm, so each side is 3.5 mm. The tips of the masts touch one another if we move them independently. The diameter of the tube is 2.6 mm, so the tube outer edge covers ±6.1 mm. We have four more actuators working on a base board with epoxy curing. We have two new Fiber View Cameras focused perfectly for the fiducial fiber range. We have fixed a bug in the injector firmware so that now our fiducial and guide fiber images are not over-exposed.
We assemble the DFPS-4A with fiber view cameras, fiducial fibers, four actuators, and one detector fiber harness loaded. Our fiber view cameras report that the guide fiber at the tip of the equipped actuator is moving ±4.5 mm in x and y, which is the diagonal of the square. These cameras are new and uncalibrated. Their report the fiducial fibers to be 28 mm apart, when they are 30 mm apart. Accounting for this error in magnification, our range is a square ±3.3 mm.
[19-AUG-24] We measure the FVC mounting ball positions and the positions of our fiducial fibers within the DFPS-4A enclosure. By this means, we calibrate the two FVCs Y71010 (left) and Y71003 (right). These calibrations add to our existing Y71066 (left) and Y71080 (right) on the breadboard. The calibration fit is good to 34 μm in global coordinates. We move our single guide fiber to the four corners of its range, waiting 2 s after each move for it to settle. We see ±3.29 mm squares. We allow 10 s to settle and see ±3.35 mm squares. When we move the tip 2.5 mm from center to lower corner of the corner, we see creep of roughly 250 μm over 1200 s following the movement, 125 μm in the first 100 s, another 125 μm in the next 1000 s, which is consistent with a 5% per decade logarithmic creep.

We have controllers 0xE393, 0xB341, 0xD729. and 0x2712 loaded in the DFPS-4A. We set aside 0xC323, 0x6912, 0x1834, and 0x1845 for our breadboard. At TAMU, they install LWDAQ, the dfps branch, and communicate with the DFPS Manager through the LWDAQ System Server.
Reflections over overhead lights off shiny corners in our DFPS prove to be significant when we are exploring how the injector power level and flash time affects our measured fiducial positions. We do not yet have the aluminum cover for the DFPS-4A enclosure, so we cover the enclosure with black felt. When we find spots in a FVC image, we use a threshold intensity to isolate the spot pixels. Threshold string "20 #" tells the BCAM Instrument, which will do the image capture, to set the threshold 20% of the way from the average to the maximum intensity. With this threshold, and with injector power level three (3), we vary the flash time from well below what gives a distinct spot to well above the intensity at which the image pixels saturate.
At power level 3 and exposure time 0.5 ms, our spots contain roughly ten pixels, of which the central pixels are saturated. At 10 ms, the spots contain fifty to one hundred pixels, all saturated. We repeat our experiment with power level seven (7).
At exposure 0.01 ms, the power level 7 spots contain 10-20 pixels. At exposure 10 ms they contain 300-500 saturated pixels. We try power level 2. At flash 1 ms, our spots contain 5-10 pixels.
We try threshold "10 #" with power level 2. We see no significant change in stability of position with exposure time. We see greatest stability when the spots are heavily saturated and enlarged. But when we take FVC calibration constants derived from enlarged spots and apply them to images with small spots we see disagreement between CMM and FVC of 60 μm rms.
When our spots are not saturating, they are too small. Our focus is too sharp. We suffer from quantization of the spot position due to the 7.4-μm pixel size. We would do better with a smaller aperture to introduce diffraction to spread the spots out. For now, we will use "10 #", 4 ms, and power level 2 as a compromise. Our images will be saturated. We obtain left and right images with these parameters and use our CMM measurements of fiducial fibers, global coordinate balls, and FVC mounting balls to calibrate Y71010 and Y71003. Our calibrations give us 32-μm accuracy in measuring the fiducial positions.
[20-AUG-24] We move our single guide fiber along the y-direction diagonal, which we call north-east, and then the x-diagonal, which we call south-west. We move one way, then back, to observe hysteresis.
One of our four actuators in the DFPS-4A, the lower left when looking in z+, is moving only half as much as the others. We remove the positioner plate and measure voltages on the actuator electrodes, find them all to be ±250 V. We now have a second set of four assembled on a second plate. These are all moving the same distance. Like the first plate, however, there are a couple that are jerky in their movements. We look at the voltage on an electrode of one of these by touching with a probe. The movement is no longer jerky. We remove probe, touch with probe, and find the jerk motion occurs only when we are not touching. We load the No2 positioner plate into the DFPS-4A and equip two masts with guide fibers. We break a third detector harness trying to remove heat shrink from the mast tip ferrule. There are no others available yet.
We remove the Travel Script system from our DFPS Manager and replace with writing test scripts in the Toolmaker. We use such a script to mover our lower two masts around their perimeter, waiting 5 s after moving to each corner. We open up the DFPS-4A and move the two fiber harnesses from the lower positioners to the upper positioners and measure perimeter again. Diagonal movement is 4.9 mm, each side 3.5 mm. We set aside positioner plate No1 for use in our breadboard.
[31-AUG-24] We have been testing the perimeter movement of our top two positioners for the past week, using our internet connection from the UK, and now back in the US. The cameras and actuators have been performing perfectly. We have not been leaving high voltage on the actuators, but instead make sure we zero their electrode potentials after each test.
[04-SEP-24] We set up a prism to direct sunlight from ten meters away onto our DFPS breadboard guide sensors with the calibration frame in front. We obtain the following contact print with sunlight from one of the sensors. We use Rasnik Instrument analysis_enable = 31 to obtain our rasnik measurement.
We receive two covers for our DFPS-4A enclosure. One is a spare. See DFPS-4A_Closed.jpg for photograph.
[05-SEP-24] We are discussing coordinate systems and communication with TAMU. We receive from this the following cartoon of the guide sensors and stars.

The guide sensors are named 1 through 4 as shown in the cartoon. We name the positioner masts in the same way 1 through 4 for top-left, top-right, bottom-left, bottom-right. The fiducial fibers are numberd 1 through 4 in the same manner, top-left, top-right, bottom-left, bottom-right. Within each mast we have one guide fiber, which is fiber zero, and two detector fibers 1 and 2, where 1 is the 100-μm diameter fiber and 2 is the 200-μm diameter fiber.
The default reference point in the image sensors for our rasnik analysis is the bottom-right corner in as seen in the above drawing. We decide to use the bottom-left corner of the guide sensors as our origin, and we will say up is positive y and right is positive x. The above drawing allows us to deduce the nominal mask coordinates of the guide sensor origins in the 0° orientation. We incorporate Emmett Dahlberg's Fiducial Plate Calibrator (FPC) program into our DFPS Manager tool. We place our calibration frame in the DFPS-4A enclosure and take rasnik images from all four guide sensors.
To obtain the nominal positions of the sensor origins, we assume the frame is exactly 130 mm wide and 130 mm high. Beyond that, we use the values in our nominal positions drawing. The guide sensor origins are within ±0.6 mm of their nominal mask positions. The job of the calibration fame is to obtain their positions with respect to frame coordinates to within ±10 μm.
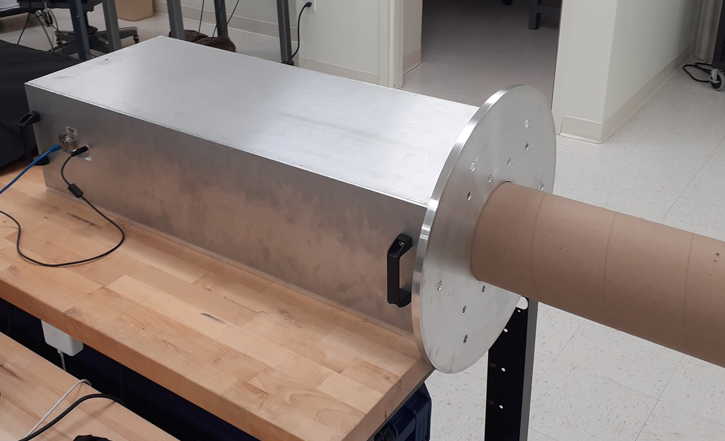
[06-SEP-24] We have a cardboard tube that fits perfectly into the aperture of our DFPS-4A, and we have our flange. We shine white light from ten meters away down the tube to illuminate our rasnik masks.
We obtain rasnik measurements from all four guide sensors in all four orientations of the calibration frame, as we did yesterday. We now find we can use rasnik analysis code "21" or "31". We use "21" to obtain our mask positions. We take the average of each sensor's mask position the orientations that are opposite one another, and so obtain eight measurements of the point in the mask that is at the center of the frame.
The precision of our measurement appears to be around 10 μm. We measured the calibration frame a while back, and found it to be 130.00 mm. Taking the average of eight, and trusting to the absolute accuracy of the rasnik mask, we trust the center is indeed at x = 48.910 mm, y = 48.633 mm. The nominal mask coordinate of the center is x = 48.8 mm, y = 48.3 mm.
[07-SEP-24] We translate our calibration frame in 5-mm steps with gauge blocks. Our objective is to measure the rotation of our 100-mm square rasnik mask with respect to the frame coordinates in the 0° orientation.
As we move the mask, the x-coordinate seen by the sensors decreases. We are moving the origin of the mask in the direction of the two sensors. The y-coordinate increases by 0.10±0.03 μm/mm. The mask is rotated by 0.10 mrad counter-clockwise with respect to the frame coordinates.
The center of the calibration frame is at x = 48.910 mm, y = 48.633 mm, and the rasnik mask is rotated counter-clockwise by 0.10 mrad. If we assume the calibration frame is exactly 130 mm square, its center is at frame coordinates x = 65 mm, y = 65 mm. Ignoring the mask's rotation, it's origin is at frame position x = 16.090 mm, y = 16.367 mm. The rotation adds 5 μm to x and subtracts 5 μm from y, so we have the mask origin at x = 16.095 mm, y = 16.362 mm. The nominal values are 16.2 mm, 16.7 mm.
The way we have been displaying the image from the guide sensors up until now has been in the standard orientation we use with BCAMs, where we have a lens that mirrors and inverts the image seen by the BCAM camera. In this case, our image sensors are receiving contact prints of our rasnik masks, so we want to view them on the screen as we see them looking from the DFPS-4A aperture. We add a rows_to_columns routine to our existing lwdaq_image_manipulate and we use invert followed by rows_to_columns to obtain the desired result.
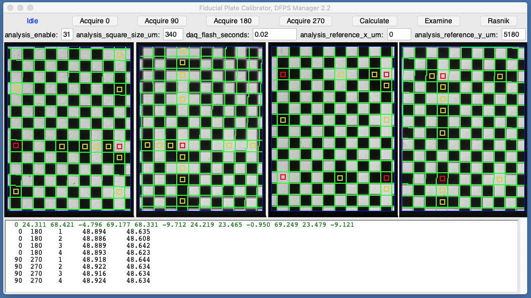
Our reference point for rasnik measurement is now x = 0 μm, y = 5180 μm in the coordinate system with its origin at the top-left, x left to right, y top to bottom. All the origin positions we measured yesterday remain correct for all four image sensors in all four orientations, but the rotations have all changed sign. The rotation of the image sensor with respect to the mask coordinates is the negative of the rotation of the rasnik mask with respect to the image, so we obtain the following table of the guide sensor origins and rotations with respect to mask coordiantes.
| Sensor | x (mm) | y (mm) | rot (mrad) |
|---|---|---|---|
| 1 | 24.314 | 68.428 | +4.928 |
| 2 | 69.185 | 68.401 | +3.774 |
| 3 | 24.222 | 23.466 | +0.817 |
| 4 | 69.254 | 23.485 | +9.314 |
Using our mask coordinate origin and rotation in frame coordinates, we now obtain the guide sensor locations in frame coordinates.
[10-SEP-24] We remove the tape that binds the fiducial fibers to the fiducial plate in our DFPS-4A. We can now translate the fiducial plate with blocks, and we can rotate it too. We unfasten it from its two brackets. We place a rail 25 mm in front of the nominal position of the fiducial plate. We move the plate up against this rail and the side stop. We move the fiducial stage back 25 mm so as to return the plate to its nominal z-position in global coordinates. We push the plate against its stops repeatedly and measure the position of our four fiducial fibers with our fiber view cameras, which we calibrated against the CMM. We obtain 1-μm repeatability in fiducial position.
We translate the fiducial plate 45 mm in 5-mm steps with gauge blocks, measuring the position of F1 and F3 each time. We obtain the following residuals to a straight line fit to x, y, and z. Slopes
Slopes and residuals for the entire range below. If we look at only the middle 30-mm of the range, which is the span of the four fiducial fibers, the residuals will be less than 10 μm.

[11-SEP-24] We settle upon a coordinate system with which to communicate with the telescope control system. We define the local coordinate origin as the point (65.000, 65.000, 0.000) in frame coordinates, with axes parallel to the frame coordinate axes. Our DFPS Manager now provides a Guide Sensor Rasnik Calibration utility. We take four sets of guide sensor images from the four orientations of our calibration frame, in which we obtain contact prints of our rasnik mask. We tell the utility the width and height of the plate, which we measure to be 130.00 mm and 130.00 mm, and the orientation of the rasnik mask in frame coordinates, which we measured by translation to be −0.1 mrad, and the utility calculates the guide sensor origins and rotations in local coordinates.
We prepare the Fiducial Fiber Rotation Calibration utility in our DFPS Manager. We measure the position of each of the four fiducial fibers in global coordinates with our calibrated fiber view cameras. We rotate the fiducial plate into the 90°, 180°, and 270° orientations and do the same. In the 0° rotation, let the vector from the center of the frame to fiducial fiber n be v_n. As we rotate the frame, we rotate this vector. We have rotation vectors R_0, R_90, R_180, and R_270, where R_0 is the identity matrix. Let d_nab be the vector from fiducial n in orientation a to fidicual n in orientation b. We are measuring this for each pair of orientations for each of the fiducials. Then we have:
vn = (Rb - Ra)−1dvnab
Once we have the vectors from the center of the plate, we translate to fidicual coordinates from the plate center. If the plate is 130 mm × 130 mm exactly, there will be no translation, but if the plate is 140 mm × 140 mm, we add 5 mm to both x and y to get local coordinates. In our case, our fiducial plate appears to be 130.00 mm in both directions, so we have no net correction. Using these formulae, we obtain tables of measurements for the x and y positions of the four fiducial fibers in local coordinates.
-------------------------------------------------------------------------------- O1 O2 X1 Y1 X2 Y2 X3 Y3 X4 Y4 -------------------------------------------------------------------------------- 0 90 -15.253 14.940 14.676 14.940 -15.306 -15.074 14.573 -15.041 0 180 -15.253 14.893 14.688 14.943 -15.293 -15.078 14.564 -15.072 0 270 -15.294 14.910 14.679 14.934 -15.288 -15.084 14.521 -15.065 90 180 -15.205 14.893 14.685 14.955 -15.288 -15.065 14.595 -15.081 90 270 -15.258 14.904 14.681 14.938 -15.291 -15.070 14.559 -15.079 180 270 -15.270 14.852 14.697 14.934 -15.287 -15.073 14.557 -15.115 -------------------------------------------------------------------------------- Average -15.255 14.899 14.684 14.941 -15.292 -15.074 14.562 -15.076 Stdev 0.026 0.026 0.007 0.007 0.007 0.006 0.022 0.022 --------------------------------------------------------------------------------
When we repeat measurements of the fiducials in one orientation without touching the frame, we get resolution 1 μm rms. When we re-position the frame we get resolution 1 μm with occasional errors of 20 μm if we get it wrong. We proceed with our measurement by setting repeately in each orientation to make sure we get two or three within 1 μm in a row. We perform the entire measurement of fidicual fibers four times and our answers are within ±1 μm for each fiber. We conclude that the range of positions versus orientation pairs is a systematic feature of the fiber view cameras.
We now introduce the pose of the local coordinate system in the DFPS global coordinate system. The fiber view cameras are calibrated with respect to four fiducial ferrules measured in the global coordinate system, along with the mounting balls of the two cameras. Now we have the local coordinates of the optical fibers themselves. We measure the global coordinates of the fibers and fit the local coordinate system to minimise the disagreement between the global coordinates and the coordinates we obtain by transforming the local coordinates of the fibers using the local coordinate pose (FCP). We call this a "fiber view camera reset", and perform the fit with the FVC_Reset button in the DFPS Manager window. The pose of the local coordinates will allow us to measure the global position of a guide fiber at the tip of a positioner mast and transform it into local coordinates where it can be compared to the position of start images on our guide sensors.
At first, our fit of the FCP converges with an error of about 150 μm. We are using the x and y calibration of the fiducials obtained from rotation, but a nominal 2.8 mm z-coordinate. We have a CMM measurement of this fiducial plate in our FVC_240819.txt fiber view calibration file. From it we can deduce the relative z-coordinates. We set the z-coordinates to 2.800 mm, 2.550 mm, 2.238 mm, and 2.726 mm. We repeat our FCF fit and obtain 20 μm rms error.
We translate the fiducial plate in 1-mm steps. At each step we fit the FCP, and so obtain a measurement of the global coordinates of the local coordinate origin, which is in turn at frame coordinates (65, 65, 0). We fit straight lines to the x, y, and z coordinates of the FCP origin. The slope in the x-direction is 0.9990. The standard deviation of the residuals is 17, 3, and 10 μm rms in x, y, and z. Our movement is 0-19 mm. At 20 mm, the right-hand two fiducials go off the field of view of the right camera. Residuals versus gauge position shown below.
Our existing calibration of the fiber view cameras, based upon CMM measurements of the ferrules and camera mounting balls in global coordinates, appears to be good to about 10 μm rms within ten millimeters of our local coordinate origin. We could, in principle, calibrate the entire instrument with gauge blocks and rotations alone.
[18-SEP-24] The DFPS-4A is now fully-assembled and operational. We move its four fibers around the perimeter of their range of motion fifty times and record at each corner the position of their guide fibers in local coordinates. At each corner we wait five seconds before measuring position. All four diamonds are rotated counter-clockwise by roughly 8°. The diagonals are 4.9 mm. Waiting another thirty seconds we get a full 5-mm diagonal thanks to creep. The sides of the ranges are 3.5 mm.
In global coordinates, the z-positions of our four fiducial fibers are −91.896, −92.064, −92.445, and −91.913 mm. Our four guide fibers are at −92.880, −92.710, −92.802, and −92.906 mm. The first fiducial we measure with calipers to be 1.73 mm from the fiducial plate circuit board. The guide sensor window is 3.23 mm from the board. The ICX424 package is 3.35±0.15 mm high. Our sensors are pressed up against the board. The image area is 1.41 mm from the bottom of the package, and appears 0.25 mm closer from above because of 0.75 mm of n=1.5 glass in the window. The effective height of the image area above the board is 1.66 mm, which is 0.07 mm below our first fiducial, at global z-coordinate −92.826 mm. Our guide fibers, and therefore our accompanying detector fibers are within ±120 μm of the plane of the guide sensors. The conical angle of the rays from the secondary mirror is 74 mrad. If we focus stars on the guide sensors, defocus on the detector fibers will be no more than 0.074 × 120 μm = 9 μm. Given that we expect our star images to be 100-200 μm in diameter, we are well-satisfied with our z-coordinate alignment.

We re-arrange the detector fibers behind the detector output panel. We end up with a numbering scheme that is left to right for the bottom row of 200-μm fibers and right to left for the top row of 100-μm fibers. We will not change the arrangement for fear of breaking one of the detectors while we do so.
We add the Mast Calibrator to our DFPS_Manager. We connect a fiber to source A1 on our injector, run the fiber out of the DFPS-4A aperture, around the enclosure to one of the detector fiber outputs. We will use the output as an input. We find that if we increase the injector power to maximum, and use an exposure time of 100 ms, we can see the detector fibers, even though our cameras are a few degrees outside the emission cones of these low numerical aperture fibers. We move our masts to the bottom corner of their range. We plug our light source into "Detector 1.2", mast one, detector fiber two, which is the 200-μm fiber. Our "mast position" is the position of the mast's guide fiber. We measure the offset between the detector fiber position and the mast position in local coordinates. We plot the deviation of this offset in x and y versus mast y-position. The standard deviation of our offset measurement is 5 μm.
We calibrate all four detector fibers and obtain the following values.
[19-SEP-24] We repeat our calibration of detector fibers, obtaining the values below. The standard deviation of the difference between our first and second calibrations, measured over all eight detectors, is 2 μm in x and 7 μm in y.
With a protractor and a metal pin, we measure the conical angle of the light emitted by our NA=0.37 guide fiber, the one we are plugging into our detector fibers for calibration, and which is fully-illuminated by contact injection. We get 44° = ±22°, or NA = 0.374. We illuminate a 200-μm, NA = 0.12 detector fiber. With a ruler and one eye, we measure the width of its emission cone to be 90 mm at the aperture of the DFPS-4A, which is 400 mm from the outside of the enclosure without the flange (412 mm with the flange). The angle is 12.8° = &plumsn;6.4°, or NA = 0.11. We plug the delivery end of our calibration fiber into injector socket A2, next to the receiving end in A1. We coil and tape the 2-m long fiber to the base plate, circling the global coordinate balls. The DFPS-4A will carry its detector calibration fiber with it. We insert dummy ferrules into the injector sockets adjacent to the fiducial and guide fiber sockets. We apply aluminum tape to all corners and gaps through which light is visible when we flash the fiducial and guide sources, with the exception of two edges around the device socket, to which access is difficult. We are keen to avoid breaking one of the positioners.
[20-SEP-24] We name the actuator voltages "upleft" and "upright" because this is the direction that the two pairs of voltages move the mast ends in our instrument. With both upleft and upright set to 32000, we get the mast positions in local coordinates in the first line below (x, y, z).
-1.133 0.587 1.773 3.866 -0.963 1.937 -0.528 -5.839 1.837 4.388 -5.320 1.731 -1.138 0.611 1.763 3.863 -0.935 1.937 -0.537 -5.804 1.847 4.380 -5.278 1.740
With high-voltage turned off, so that we are sure to have zero volts on all actuators, we get the second line. Our 3200 value for zero gives us positions within a few tens of microns of the no-power value. We add to the Mast Calibrator automatic determination of fiber ranges. We drive all masts to the bottom, left, top, and right corners of their ranges. We wait five seconds at each corner and measure the position of each guide fiber with a separate pair of images. From these corners we obtain a range center, an average square side length, and an anti-clockwise rotation of the square from its nominal 45° orienation. The entire process takes about a minute. We repeat ten times.

We store the mast ranges in our calibration file, along with all other calibration constants that define the instrument. The Reset Masts function zeros the actuators, adjusts the local coordinate pose, sets the mast target positions to the range center, and re-measures the mast positions. We implement a control system in the manager's watchdog process. Each fiber has an offset from its target position. We transform x and y offsets into upleft and upright coordinates. We multiply the upleft and upright offsets by a control gain factor and add to the existing upleft and upright DAC values. We measure position and adjust every ten seconds. We are using a gain of 10000 cnt/mm. We start with actuators to the bottom of their range of motion, set target positions to the measured bottom positions plus 4 mm in y, so each mast should go up 4 mm. We enable the controller and watch the step response.
The masts settle to within 100 μm of their target within 40 s of the change in target position. We see overshoot of up to +100 μm. The ±20 μm settling time is 200 s. The offset is positive, as we would expect because of the creep of the actuator in the direction of movement.
[23-SEP-24] We set the mast target positions to the center of their range. We turn on our control system with sample period 10 s. We adjust all target positions by −1 mm in x. After a while, we adjust by +2 mm in x. We plot offset from target position and control voltages.
We see the drive voltages compensating for creep: we drive to the target postion and back off the drive voltage as creep occurs. We reset the masts. Re increase our control sample period to 60 s. We move the targets (+1 mm, −1 mm) and record for over an hour.
[24-SEP-24] The DFPS Manager's utility panel provides a Toolmaker button. Open the Toolmaker and we can compose Toolmaker scripts that exercise the DFPS-4A. We use such a script at night, with the DFPS-4A closed and aperture covered, to measure the dark current in Guide Sensor G1.
A small fraction of the 400k pixels saturate as bright points at eight seconds, but the majority of pixels saturate at around twenty seconds.
[25-SEP-24] We release DFPS Manager 2.13 and test remotely from TAMU on the DFPS-4A in Boston. Correct some bugs in binary transfer and we now have DFPS Manager 2.14, which runs on Windows, MacOS, and Linux. We have a first edition of the DFPS User Manual.
[27-SEP-24] Our collaborators at TAMU are able to down load guide sensor images from our DFPS-4A over the internet. They now have what they need to guide the telescope. All calculations of where to move the telescope and detector fibers during celestial observing 11-15th October at McDonald will be done through the DFPS Manager, which now provides routines like detector_get and detector_set, as well as calculation of local coordinates from points in guide sensor images by means of a mouse click. The dfps branch of LWDAQ opens the DFPS Manager as a stand-alone application and starts the System Server for Telescope communication.
[30-SEP-24] We exercise the DFPS positioners one last time before we load the mast constraint and pack up to ship to McDonald. We turn on the control system with 10-s period. We allow to settle at center of range of motion. We displace by +2 mm in y, then -4 mm in y, and finally +2 mm in y.
Our DFPS-4A, device serial number C0630, is ready to ship. We load our mast support. Move the fiducial stage back to bring the mast tips into the support. We lock the stage. We screw on the cover. Some holes in the lid do not line up with the threaded holes in the walls. We have to leave out half the screws. We tape down the edges without screws. We tape a cardboard cover over the aperture. We have tools, cables, power supply, aluminum tape, magnifiers, and spectrometer fiber harnesses to go with the instrument.
We are sending three spectrograph fiber harnesses. Two are equipped with four 200-μm fibers, one with four 100-μm fibers. At one end, four 1.25-mm diameter, 10-mm long bare zirconia ferrules are pressed into the four apertures in a Brass Ferrule Adaptor. These ferrules have bore 270 μm. The detector fibers have outer diameter 245 μm for the 200-μm fibers and 250 μm for the 100-μm fibers. At the other end the detector fiber is held in an 30260G3 FC connector with a stainless steel ferrule and 260-μm bore.

Our 100-μm detector fibers are coated with a 250-μm diameter plastic buffer. Upon inspection with our fiberscope we find the fiber is centered within the buffer to no better than ±15 μm, to which we add ±5 μm play between the buffer and the 260-μm bore hole in the FC stainless steel ferrules, and we have centering to ±20 μm. When we connect two such fibers with FC ferrules, we may have their centers off by 40 μm, which will lead to a loss of roughly half the light. The 200-μm fibers, meanwhile, are centered to better than ±10 μm.
[02-OCT-24] Our DFPS-4A, serial number C0630, is packed up in a crate and on a truck on its way to McDonald Observatory in Texas.
[04-OCT-24] We complete our breadboard DFPS-4A, serial number C0625, with a black felt in place of walls and cover. We have an accurate calibration of the two fiber view cameras, based upon CMM measurements of four fiducials and mounting balls in the DFPS global coordiante system. We have not calibrated the fiducial fibers or guide sensors on this new fiducial plate. The mast ferrule z-positions vary over 1 mm because two of them pulled back into the masts while the glue was curing. Two of the actuators are damaged. Their range of motion in local coordinates is shown in Ranges_C0625.gif.
We turn on the mast controller, allow the masts to settle near the centers of their ranges, then move them 0.5 mm up with 10-s control sample period. This small movement is possible for masts 1-3, but just out of range for mast 4.
Mast M4's drive voltages saturate. Not only does this mast fail to make the 0.5 mm movement, it drops after achieving a high-point. The slightly unhealthy M2 is slower to reach its target than M1 and M3. The M1 and M3 masts behave perfectly. This C0625 instrument is for testing software.
[11-OCT-24] We join Mason Jelken, Erika Cook, Ryan Oelkers, and Darren DePoy at the McDonald Observatory in Western Texas. The McDonald observatory staff mount the DFPS-4A onto the Otto-Struve 82-Inch Telescope at the Cassegrain focus. To get the DFPS-4A flange to fit, they have to drill three new holes, which they do perfectly. Our collaborators mount their four-fiber spectrograph to the outer left wall of the fiber positioner. We connect the 200-μm detector fibers to the sepctrograph. All DFPS-4A systems functioning. Masts are vertical. We recalibrate the mast ranges and note how they have moved from the horizontal ranges. This difference is the reversal of the mast gravitational sag. This difference is negligible except in the y-direction, in which it ranges from 0.82 to 1.18 mm.

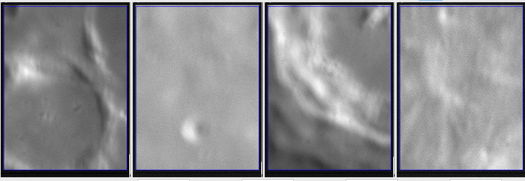
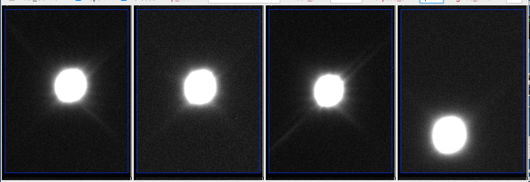
On our first night of observing, we point the telescope at the moon, which confirms that all guide sensors, detector fibers, and the spectrograph are receiving light. We use the moon to focus the telescope onto our guide sensors. After a prolonged search that made use of the spotter scope, we put a star on guide sensor G2. We improved the focus of the telescope. We record the offset between the center of the focal plane and the No2 guide sensor. We place Saturn on G2, and obtain the image below with a 50-ms exposure.
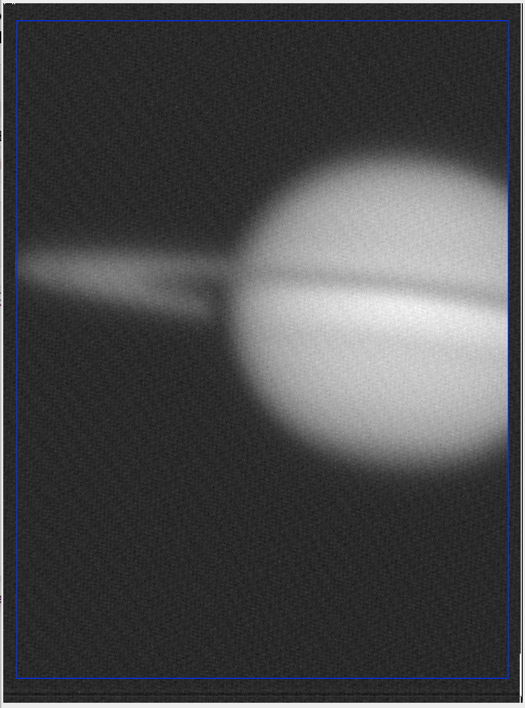
The plate scale of the 2-m telescope is 7.2 arcsec/mm. Our guide images are 700 pixels high and 520 pixels wide, with each pixel 7.4 μm square, so dimensions are 3.848 mm × 5.180 mm. Saturn is currently 1.9E9 km from Earth. Its diameter is 120e3 km. It subtends an angle of 92 μrad, or 19 arcsec. On the focal plane, we expect it to be 2.7 mm across. Here is the picture of Saturn we took this morning. The image is 312 pixels in diameter, which is 2.3 mm.
[12-OCT-24] Saturn is currently 0.71 magnitude. In our Saturn image, our background intensity is 53 cnt, Saturn intensity 105 counts. A magnitude zero star provides roughly 900 kphoton/cm2/s. We expect 470 kphoton/cm2/s from Saturn. Our mirror is 2 m, so we should be getting 1.5e10 photon/s in our saturn image, which contains 80 kpixels. Each pixel should be receiving 187 kphoton/s. In 50 ms we will get 9.4 kelectrons. Our pixels have capacity 25 kelectron, which spreads across 50-250 cnt in our readout, so Saturn's 52 cnt is 6.5 kelectron.
On our second night of observing, we remain Mason Jelken, Erika Cook, Ryan Oelkers, Darren DePoy, and Kevan Hashemi. We point the telescope at the moon again. When we move the telescope north, the features move up. When we move the telescope east, the features move to the right. We are now certain of the approximate orientation of the DFPS local coordinates with respect to North and South in the focal plane.
We find a magnitude three star and manage to place it on the G2 guide sensor. We move south until we get the same start on G4, then back north to G2, then west to G1, then south to G3, then east to G4 again.
We can now place celestial objects on any guide sensor we like, and move between guide sensors. With a reference star on any guide sensor, TAMU's interface program reads the guide image from its own instance of the DFPS Manager and writes it to disk on the telescope control computer. The control computer reads the image and uses the star image to adjust its tracking.
[13-OCT-24] The sky coordinate system specifies points in the celestial sphere. Its coordinates are right ascension and declination, measured in decimal hours and decimal degrees respectively. The scope coordinate system specifies points in the telescope's focal plane. Its coordinates are East and North, measured in arcseconds. The plate coordinate system specifies points in the local coordinate system of an instrument that lies in the telescope's focal plane. We will be referrting to the DFPS-4A local coordinates as plate from now on. Once focused, every telescope has a plate scale specified in arcseconds per millimeter. It also has a plate rotation. Because we have loaded the DFPS-4A such that its y-axis is opposite to the focal North, we have defined the angle as the small rotation between the negative y-axis and the positive N-axis.
On our third night of observing, we are reduced to Ryan Oelkers, Erika Cook, and Kevan Hashemi. Our objective is to determine the scale and rotation of our plate coordinate system. We point the telescope at a star and record its RAH and DEC. We slew the telescope so that the star arrives on guide sensor G2. We wait for it to settle. We click on the center of the image. The manager reports the plate coordinates of the point we click in the guide sensor. We record the current RAH and DEC indicated by the telescope's encoders. We move 45 mm NS or EW to arrive at another guide sensor and repeat the process. Our observations are Movements_Sunday.txt. The telescope reports the 45 mm translation to be anything from 310 arcsec to 238 arcsec, implying a plate scale of between 6.9 and 7.3 arcsec/mm. Our efforts to obtain accurate values for plate scale and plate rotation fail with errors of up to 2 mm.
[14-OCT-24] We talk to the staff here at the observatory and they confirm that the Otto-Struve telescope has hysteresis in both RAH and DEC of roughly 15 arcsec, which is 2 mm on the plate. This hysteresis makes it impossible for us to calibrate the DFPS plate coordinate by slewing from one guide sensor to the next. We need pairs of stars that will sit on two guide sensors.
The guide sensors have been taking two-second exposures during our slewing experiments. They have no trouble taking five-second exposures at ambient 20°C. Using the above image as a reference, we can view stars 2500 times dimmer than magnitude three, which takes us to magnitude 11.5. We use SIMBAD to count the number of celestial objects in the region of the sky we can view from here tonight. We use search string "rah > 17 & rah < 24 & dec < 50 & dec > -50 & Vmag < M", where M is a magnitude we vary. We make the following plot.
Given that we can see magnitude 10 with 1-s exposures, we could look through all magnitude ten or brighter objects from SIMBAD. But there are 92k of these and we can download no more than 20k. So we set our limit to magnitude 8 and download 11k, see Candidate_Objects.txt. We use Star_Selector.tcl to find pairs of stars that might prove effective. Our program is converting differences in RAH and DEC into arcseconds and applying arcsecond limits to the separation of the two stars in the easterly and northerly directions. We find the following likely calibration pairs. For each star we give name, magnitude, RAH, and DEC. At the end we have the movement across the sky in arcseconds east and west when going from the first to the second star.
{HD 208434} 7.12 21.950620 -37.658786 {V* BZ Gru} 6.168 21.950597 -37.746845 -1.0 -317.0
{HD 179124} 7.08 19.185120 5.274667 {HD 179104} 7.10 19.184827 5.179816 -15.8 -341.5
{* tet Sge A} 6.516 20.165735 20.915027 {HD 345909} 7.80 20.165410 21.002018 -16.4 313.2
{* sig01 Gru} 6.276 22.608140 -40.582705 {* sig02 Gru} 5.874 22.616348 -40.591035 336.6 -30.0
{HD 184533} 7.91 19.600885 -28.668378 {HD 184620} 7.51 19.607102 -28.674539 294.6 -22.2
{HD 191379} 7.57 20.136407 36.671313 {HD 191456} 7.43 20.143333 36.672022 300.0 2.6
On our fourth night of observing, we remain Ryan Oelkers, Erika Cook, and Kevan Hashemi. After sundown, we put HD191379 on guide G2. With half of HD191456 on the right side of G1, we see half of HD191379 on the left edge of G2. The vector from the image of HD191456 to the image of HD191379 is (+41.127, −0.537) in local plate coordinates and (-300.0, -2.6) in focal plane coordinates. Note that length units are millimeters in local plate coordinates and arcseconds in focal plane coordinates. This suggests a plate scale of 7.29 arcsec/mm. If the plate rotation were zero, our vector would be (+41.127, +0.357) on the plate. The plate rotation is (+0.357 − (−0.537)) / 41.127 = 21.7 mrad.
Place star tetSgeA on guide G2 and see both tetSgeA and HD191571. We see HD345909 appear in guide G4. The vector from the image of tetSgeA to the image of HD345909 is (+1.570, −42.379) in local plate coordinates and (-16.4, 313.2) in focal plane coordinates. This suggests a plate scale of 7.39 arcsec/mm. If the plate rotation were zero, our vector would be (+2.219, −42.379) on the plate. The plate rotation is (+2.219 − 1.570) / 42.379 = +15.3 mrad.
Place star HD179104 appear on G2 and HD179124 on G4. The vector from the image of HD179104 to the image of HD179124 is (−3.187, −46.566) in local plate coordinates and (15.8, 341.5) in focal plane coordinates. This suggests a plate scale of 7.31 arcsec/mm. If the plate rotation were zero, our vector would be (−2.161, −46.566) on the plate. The plate rotation is (−2.161 − (−3.187)) / 46.566 = +22.0 mrad.
Our first calibration suffered from both image centers being just off the guide sensors. Our second suffers from some ambiguity about which star in G2 we selected for our measurement. Our third calibration is our favorite, so we will use 7.31 arcsec/mm and +22.0 mrad for our plate scale and rotation respectively. The scale we trust to ±0.2%. The rotation we trust to ±3 mrad. When moving 30 mm across the plate from a guide to a fiber we have uncertainty 60 μm due to the plate scale and 90 μm due to the rotation. Given that the detector fibers are 200 μm in diameter, and the star images themselves are 300 μm, we are satisfied with our calibration of the plate.
We search for pairs of bright stars separated by 3.9 arcminutes in any of NE, NW, SE, or SW directions, so that we can put one on a guide sensor and the other on one of our fibers. In our database of M≤8 stars, the only candidate we find is three overlapping stars in Cygnus with HD206874.
{* mu.02 Cyg} 6.12 21.735684 28.742904 {HD 206874} 6.90 21.738662 28.781603 141.0 139.3
{* mu.01 Cyg} 4.70 21.735719 28.742606 {HD 206874} 6.90 21.738662 28.781603 139.3 140.4
{* mu. Cyg} 4.50 21.735716 28.742630 {HD 206874} 6.90 21.738662 28.781603 139.5 140.3
We move HD206874 onto guide G3. With HD206874 as our reference star, we can in principle combine its sky position with our plate calibration and so obtain the sky positions of our detector fibers. But this involves a lot of subtracting eight-digit numbers. So we scan the four fibers across their ranges of motion. When the masts are at the extreme lower-left of their ranges of motion, we detect the light of μCygnus in the spectrograph. We move all four masts separately and so determine that it is mast G3's 200-μm detector, D32, that is receiving the light.
We move the reference star up and to the right on G3, and now μCygnus is half a millimeter inside the patrol range of D32. We move D32 back onto μCygnus and turn on the controller to keep mast three in position. We use our reference star as a guide star for the telescope tracking system. We expose for forty-five minutes, during which time the image of the reference star moves by no more than 100 μm across the guide sensor, and the detector fiber deviates by no more than 10 μm from its target position.

After recording for forty-five minutes, we scan the fiber back and forth over the μCygnus image. When moving across the center of the image in 50-μm steps, we obtain the following plot of relative brightness of 5-s spectra. The half-power width of this profile is 300 μm, which is consistent with our 300-μm image and 200-μm fiber diameters.
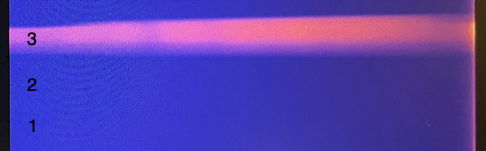
We move μCygnus off our D32 detector. We turn on mast M3's guide fiber injector LED at full power. We take a five-second exposure in the spectrograph. We see a dim, isolated band in the D32 spectrum, which must correspond to the 655-nm light of our deep-red LED. We see far dimmer bands in the D12 and D22.
[15-OCT-24] The manager program now allows us to reckon sky coordinates in two ways: scope reckoning or guide reckoning. In scope reckoning, we use the telescope's report of its pointing direction and associate this with a point in plate coordinates. If the telescope's pointing direction is accurate and consistent, it will give us the sky coordinates of the same point in plate coordinates every time we move to a new target. If we know this fixed point, we record its plate coordinates in scope_x and scope_y. The manager downloads the telescope's pointing report automatically from a URL when we have automatic guide readout enabled. In guide reckoning, we double-click on a reference star in one of the guide sensors and enter its star sky coordinates. So long as the telescope tracks the star, and assuming our values for plate scale and plate rotation are accurate, we will know where all guide sensors and detector fibers are .
On our fifth and final night of observing, our team is reduced to Erika Cook and Kevan Hashemi. We begin by moving the masts around the perimeter of their ranges with the telescope pointed straight up, so that the masts are vertical, and then 45° north of zenith, and 45° south of zenith.
We turn on the mast M1 controller, let the mast position settle, then slew the telescope from 45°N of zenith to 45°S of zenith. The movement takes one hundred seconds. We record the offset of M1 from its target position and plot with declination versus time. Our latitude is roughly 30°N, so DEC 75° ≈ +45N of zenith.
We turn on the M1 guide fiber illumination to full power (power level seven in the injector). We see a dim band in a five-second spectrum taken with the D12 detector fiber, and a barely-discernab le band in the D22, D32, and D42 spectra. We repeat with full-power illumination of M2, M3, and M4 guide fibers. We obtain the same result for coupling between the guide fiber and the detector fiber in the same mast, and variable, much weaker, coupling to detector fibers on neighboring masts. Our usual guiding power level is 100 times less intense (power level two in the injector), and we flash for 4 ms to measure the mast position. The 5 s of full power is 100 × 5 / 0.004 = 125k times as many photons reaching the spectrograph than a guide flash.
We return to μCygnus and HD206874. We put HD206874 on G2, move it to G4, then to G3. We set the manager to guide reckoning, select the center of our HD206874 image as our reference point, and enter the star's coordiantes for g_rah and g_dec. The manager tells us that μCygnus is 10 arcsec east and 5.8 arcsec south of D32, or 1.5 mm left and 0.8 mm above D32 in plate coordinates. We displace the fiber (+1.5, −0.8). On the way, we see light briefly in our spectrograph. We scan for μCygnus and find it. We confirm that moving the fiber 200 μm in any direction causes our spectrograph to go dark. The manager reports that D32 is now 72 μm to the left and 356 μm below μCygnus. We have a 360-μm error in our knowledge of the detector position.
The distance from HD206874 to μCygnus is 30 mm on the plate, at an angle of 45°. An error in plate_rot would cause an error in the −45° direction. An error in plate_scale would cause an error in the +45° direction. Our error is primarily in the x-direction. We have some combination of scal and rotation error, of order 1% in plate scale and 10 mrad in rotation. These errors are over ten times larger than the absolute calibration of the DFPS-4A guide sensors, fiducial fibers, and fiber view cameras.
We download a new star database, allowing ourselves up to Vmag 10 and narrowing the RAH and DEC limits to "rah > 20 & rah < 24 & dec < 50 & dec > 10 & Vmag < 10", see Candidate_Objects_2.txt. We search for pairs of stars that are close enough to place each on one of our fibers. We look at these in star maps to see if there is a star we can use as a guide 3.9 arcminutes away to the NE, NW, SE, or SW. We attempt to use "BD+46 3329" as a guide, so that we can view "BD+46 3330" and "TYC-359-321-1", but the distance to the guide proves to be too small, so we try some other slightly more distant guides, move a fiber into position, see nothing, scan, still see nothing, and stop for the night.
[16-OCT-24] The McDonald staff remove the DFPS-4A from the Ott-Struve. We pack it up in its crate and drop it off at FedEx.
[14-NOV-24] We receive from Erika two gigabytes of images taken from the spectrometer during our observing. Included in this library are images taken while we were illuminating the four guide fibers one after the other and looking at the feed-through into the detector fibers. The image files are FITS files, which are non-trivial to read off disk with a free software package on MacOS. We resolve to write our own FITS image viewer and then extract the intensities with a LWDAQ script.
[23-JAN-25] The DFPS-4A returned to the OSI shop floor intact. No damage to the piezo-electric actuators, masts, or fibers occurred during shipping to or from Western Texas. In order to secure the masts in place, used two spare DFPS angle brackets to hold a spare base board over the tips of the actuators. This packing procedure will, in principle, work for an arbitrary number of mast tips because we will always be able to drive the mast tips from their actual constructed positions to their nominal positions on the base board grid. We position the masts perfectly, slide the base board around the ferrules, and now the movement of the masts is constrained without any stress.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
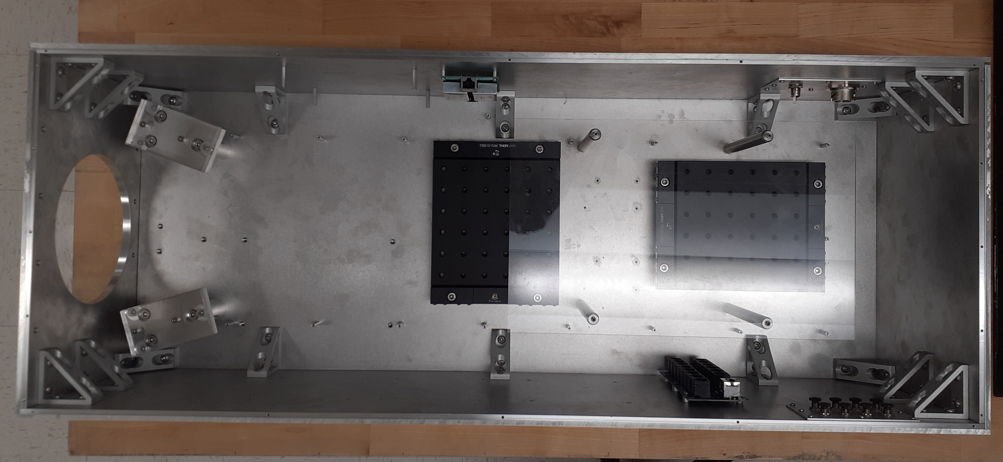{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}